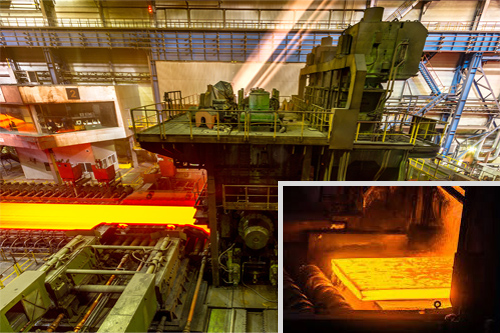
Production et transformation des métaux
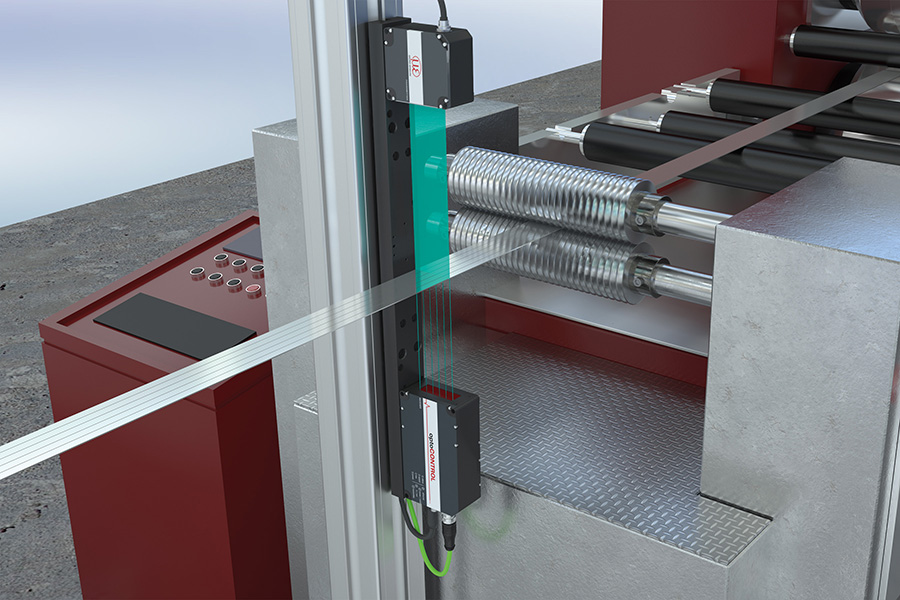
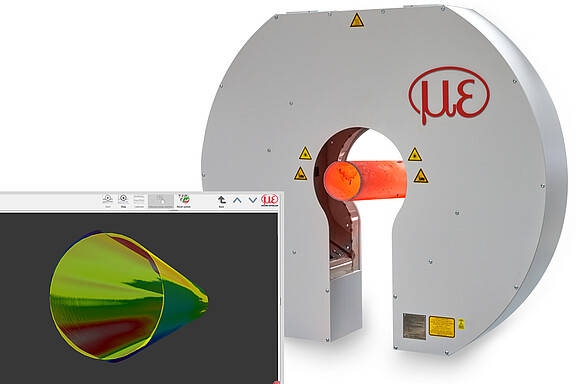
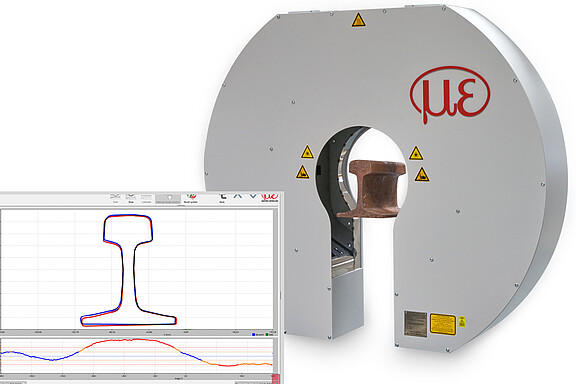
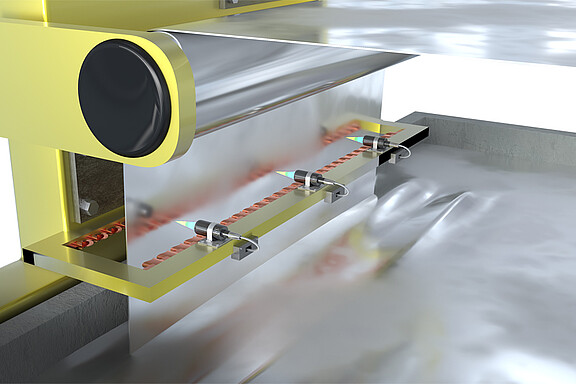
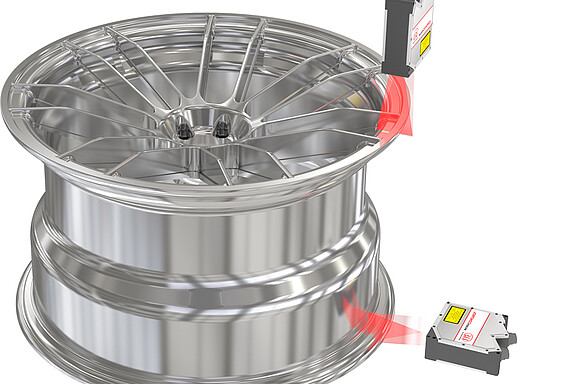
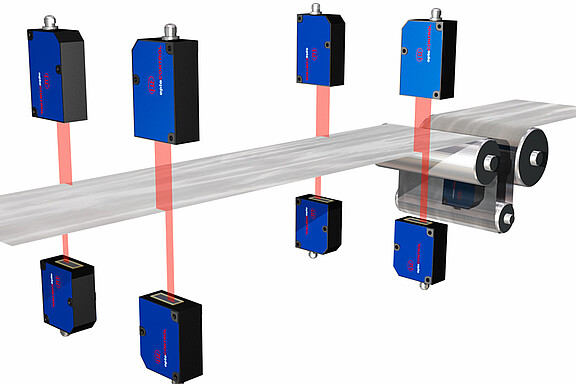
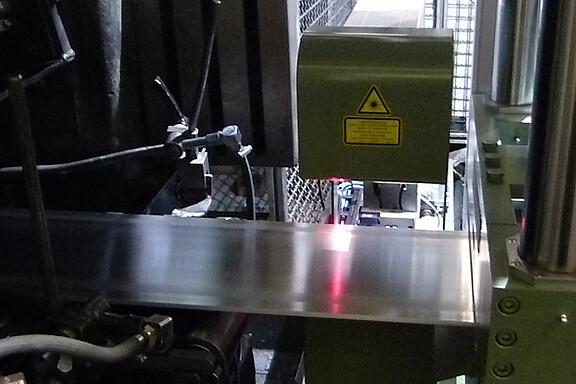
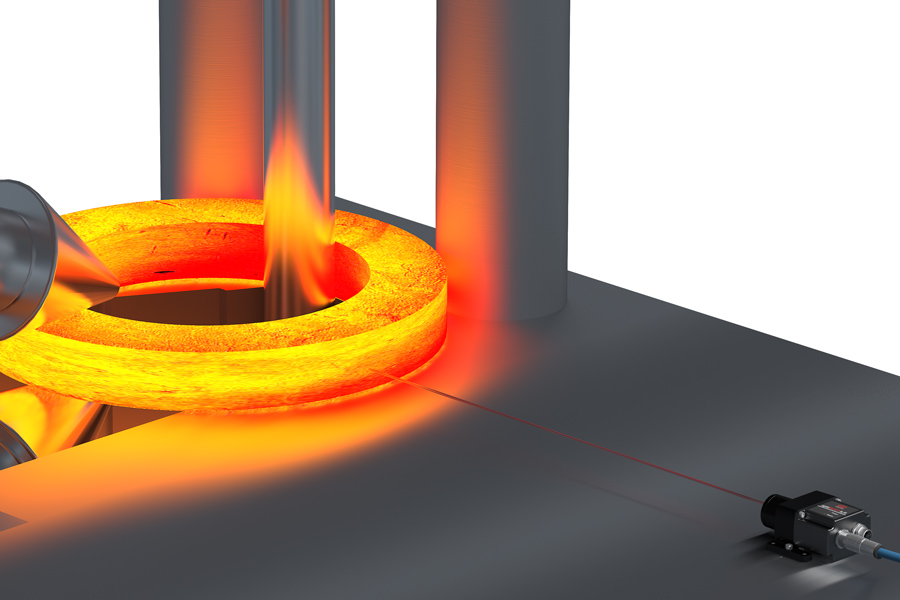
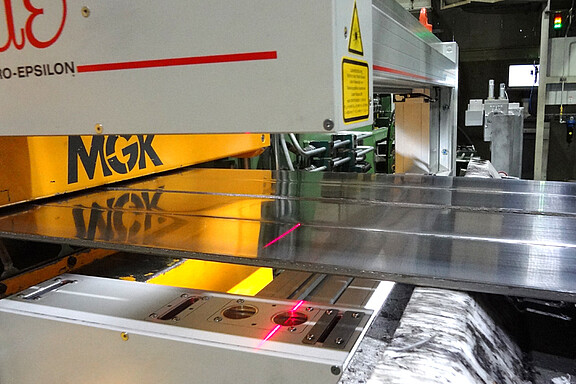
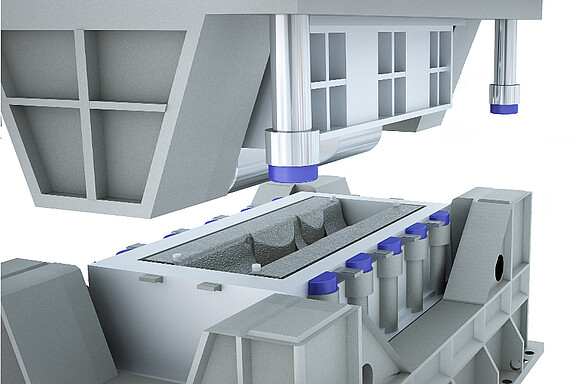
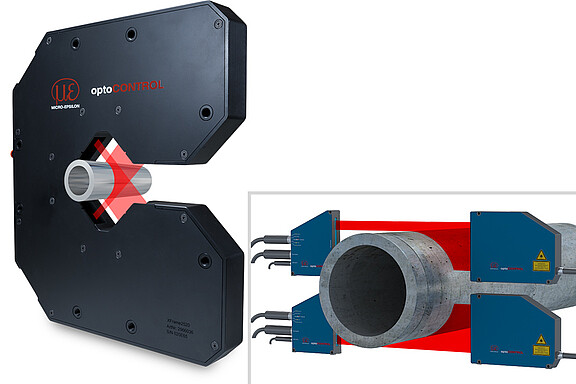
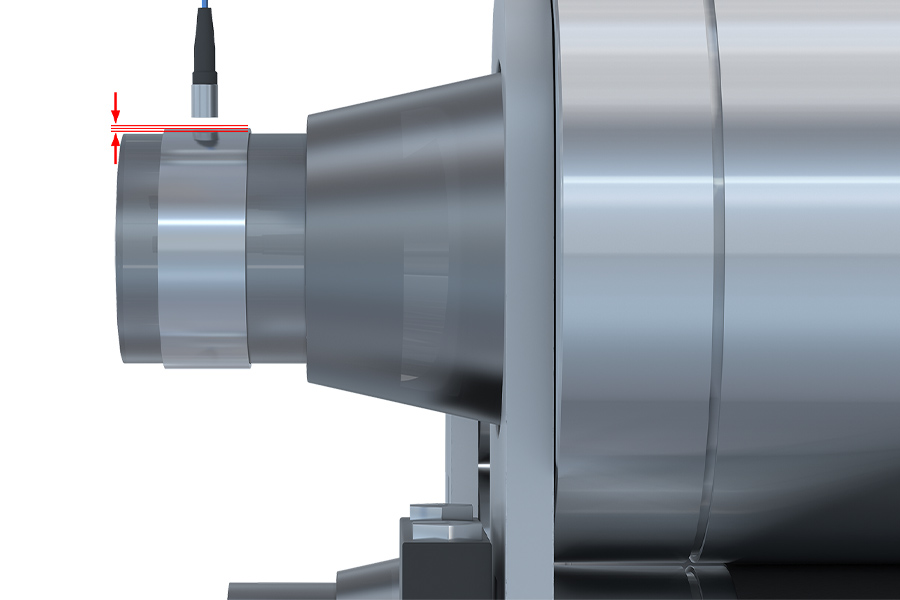
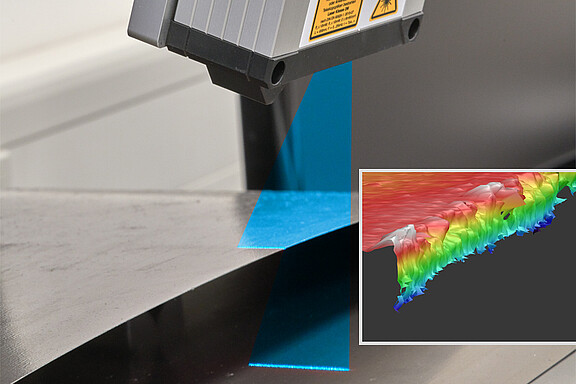
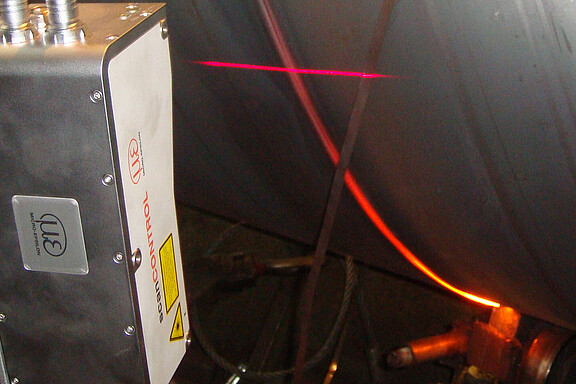
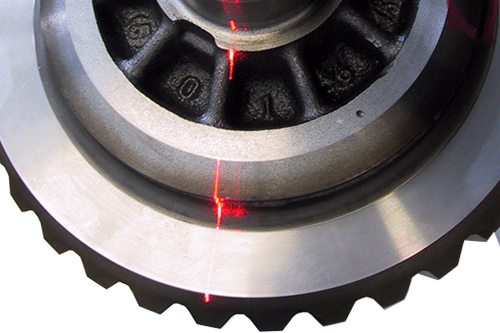
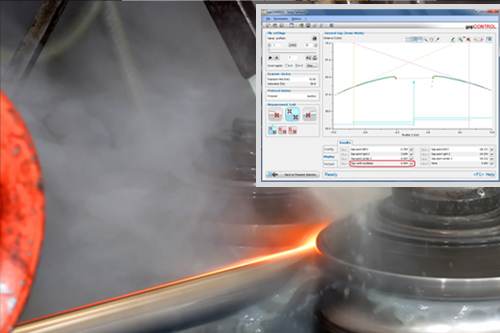
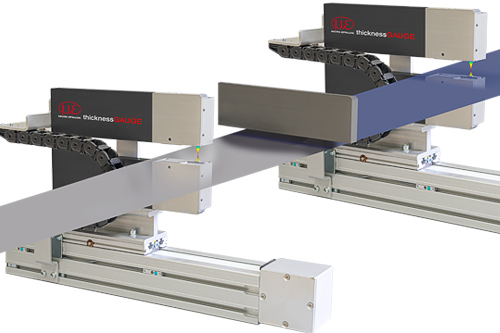
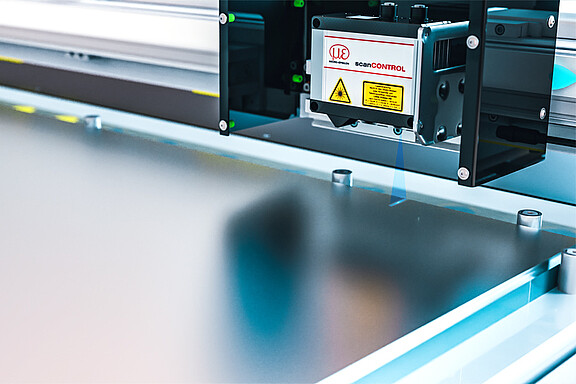
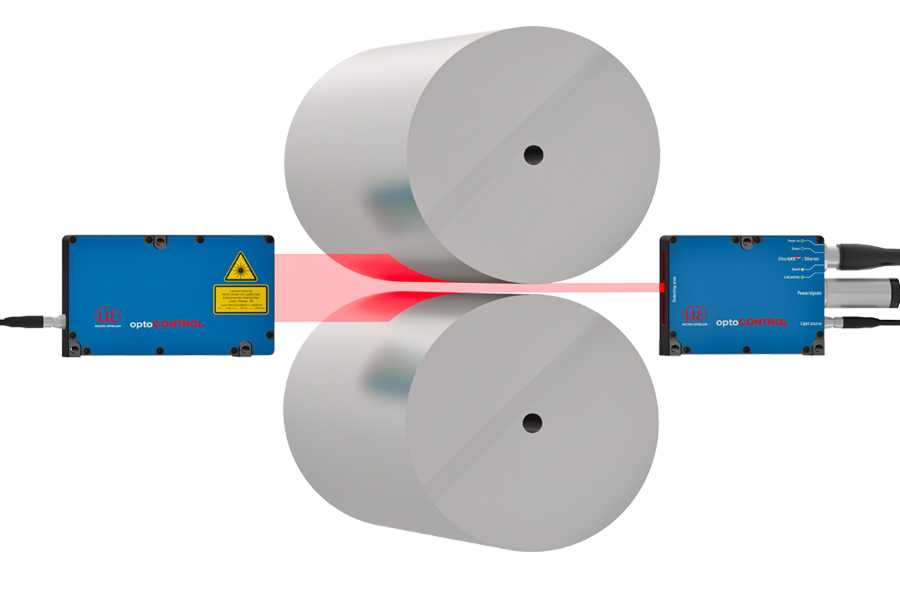
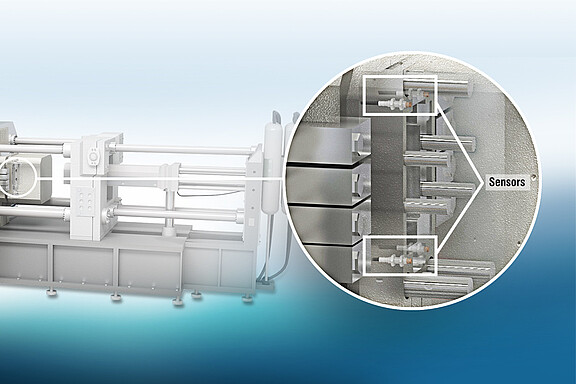
Des capteurs intelligents sont nécessaires dans de nombreux domaines de la production, du traitement, du transport et du stockage des matériaux métalliques. Là, des capteurs permettent une production efficace et sûre et un traitement sans problème. Micro-Epsilon possède une expertise et un savoir-faire dans un large éventail d'applications : dans le positionnement de grues, de pièces de machines et de matériaux, dans la surveillance de l'épaisseur de bandes métalliques et de brames en passant par la mesure de profil des pièces embouties.