Construction mécanique
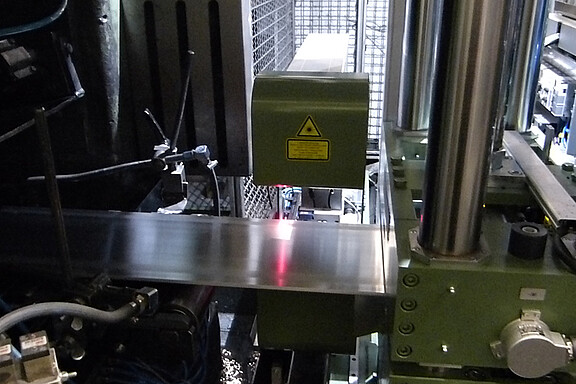
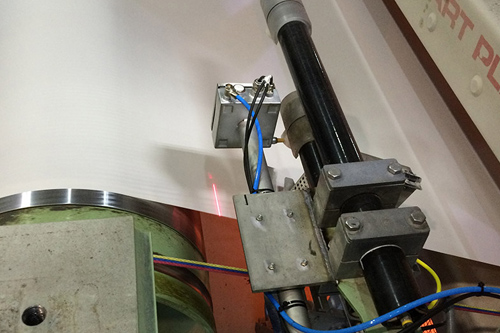
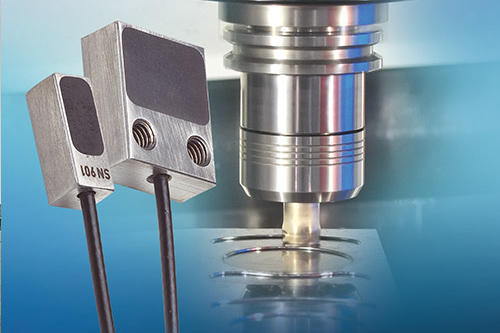
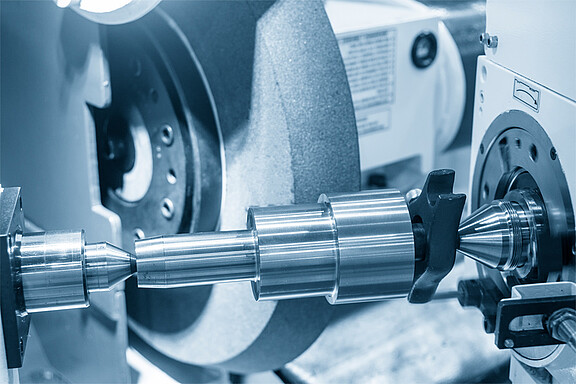
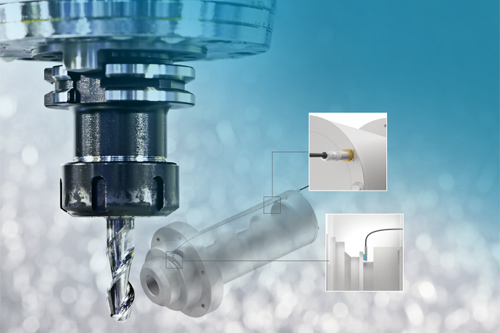
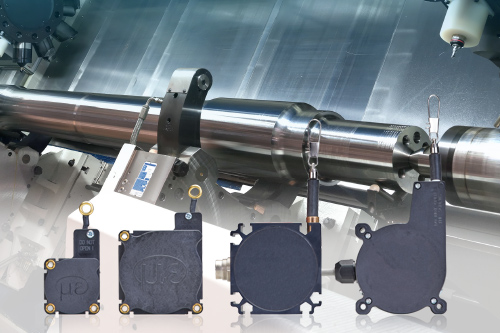
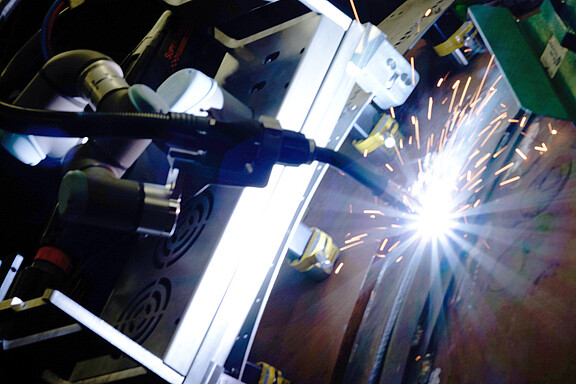
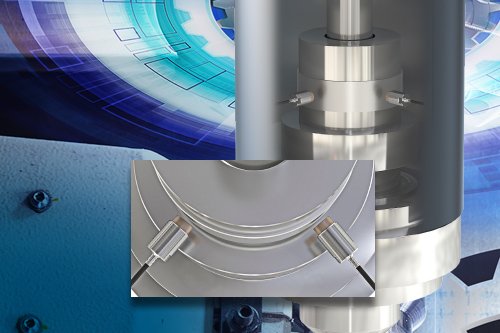
Partenaire de longue date dans la construction de machines et d'installations, Micro-Epsilon propose une large gamme de capteurs et de systèmes de mesure. Miniaturisés et intégrés dans les machines, les capteurs de déplacement mesurent les mouvements, le positionnement et les déplacements de la machine et assurent un fonctionnement sûr de la machine. Les capteurs de Micro-Epsilon surveillent les grandeurs les plus variées des produits fabriqués pour les robots et les machines intégrées au processus.Les capteurs de Micro-Epsilon séduisent par leur précision élevée plus spécifiquement là où les conditions environnementales sont difficiles, en présence d’huile, de saleté, de pression, de vibrations et de température par exemple.